砖瓦PLC自动配料控制系统

砖瓦工业计算机自动配煤控制系统,适用于各种砖瓦生产场合,对页岩、煤炭、粉煤灰、煤肝石、石
灰石等精确计量,从而达到理想的控制效果,是继单片机后新一代计算机自动控制系统。
我公司独立研发制造的高精度专用皮带计量称,称重物料信号由拉力传感器经第四代新型放大器将信号放大给主机,主机系统采用的是目前国际通用的国
业自动化专业主机,适用于各种恶劣工作环境,性能稳定,操作简单,故障率低。
配煤系统按照煤的发热量自动跟踪调节配比,缺少页岩的情况下,计算机控制煤炭停止下料。
标准键盘操作,显示器集中汉字显示操作界面,简单易学。修改配比参数和给定下料量,停电参数产量数据
永久保存。
砖瓦自动化控制系统
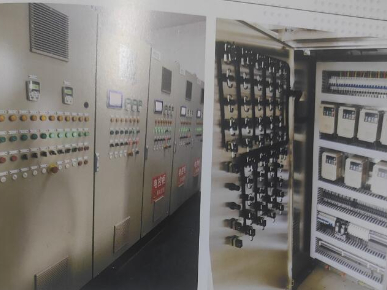
一、系统组成
自动化控制系统由工业控制机、PLC集中控制柜、MCC柜和通讯系统组成。
系统通讯方式:砖厂监控系统调度机与PLC集中控制柜采用工业以太网方式进行通讯;
PLC集中控制柜与6AT,8AT,9AT,10AT,11AT低压配电柜采用AS-I总线方式进行通讯;
PLC集中控制柜与12AT,13AT低压配电柜采用PROFIBUS方式通讯;
PLC集中控制柜与1AC-11AC现场控制箱和16AT低压配电柜采用SEMENS MPI方式进行通讯,
剩余设备与PLC集中控制柜4-20MA直接通讯来实现。
二、系统监控范围
砖厂自动化系统工采用双主机热备冗余,控制终端采用国际知名品牌
(德国西门子公司的S7-300系列)PLC产品,负责对厂区循环水泵、冷凝水,皮带输送机,皮带给料机、斗式提升机、螺旋输送机,鄂式破碎机,
双卧轴强制搅拌机、星型搅挣机、消化仓、牵引机、压砖机电源等的手动远程控制及状态采集,以及对骨料秤、石灰石计量秤;
干粉煤灰计量秤、水斗量计量秤等的模拟检测指示;
通讯系统采用工业以太网对终端数据进行实时交换及处理,进而对砖厂生产线实现统一监控。
三、系统功能
实时数据采集
PLC集中控制柜实时采集现场设备数据信息,通过网络方式送到主调度机,经后台处理后以数字、颜色变化、声音等方式动态显示在监控画面。
配料自动控制、配料程控手动和配料现场手动控制相结合的控制方式、
配料自动控制:操作人员根据物料配比设置相应的参数值以及下料阀开启时间实现配料自动化;
配料程控手动:操作人员通过系统采集的秤实时 值手动控制配料系统设备的启停顺序;
配料现场手动:操作人员在现场通过观察现场仪表对现场配料设备启动和停止。
报表显示功能
系统根据需求制定了砖生产配料(炉渣、粉煤友、石灰石)日报表,用户可根据需要随时查看并打印数据信息。
趋势曲线
根据设定的周期自动保存系统所需数据信息,用户需要查看数据时,可根据时间段和日期查看所存数
据的历史趋势变化情况。
参数设置功能
操作人员可根据生产工艺(配比要求)更改骨料秤、石灰石计量秤、干粉煤灰计量秤、水斗量计量秤
的设定值,进行自动配料。
事件记录功能:
事件和内部时钟可按时间顺序区分和管理,并可及时显示和打印。
监控界面实现多屏显示,包括:方便工人操作得监控画面喝为软件工程师提供接口得整定画面;
形象直观得模拟画面;易于统计得参数画面;便于追查事故原因得历史趋势画面;
提供技术分析信息得实时曲线画面等等。
TL砖瓦配料自动控制系统自动配料系统

本系统是以进口PLC为控制中心,由计量皮带秤计量,计量精度可达动态度1%-2%,实现产量可达120吨/小时,
系统根据煤炭的实测了发热量按设计比例均匀稳定给料,达到砖坯内燃稳定的目的;
使窑温稳定,火侯容易控制,节省外投煤,节煤约5%-10%,火行速度加快,产量提高约10%;
减少了生砖或过烧砖比例,烧出的成品颜色一致,成品砖的质量大幅度提高。
系统特点:
页岩、煤及煤肝石等到原料间断给料,独产计量,依照PLC计算出的各原料配料的目标
值,调节各自的实际下料量,系统定时动追踪配比,确保各原料配比的均匀性。
功能模块(选件):
粉碎机负荷控制组件,监测粉碎机电流超过上限自动停止给粉碎机喂料,电流正常后自动恢复喂料。